Quy trình hiệu chuẩn thước cặp
1. Vì sao thước cặp cần được hiệu chuẩn?
Hiệu chuẩn thước cặp là một yêu cầu thiết yếu để đảm bảo các phép đo luôn chính xác và đáng tin cậy. Theo thời gian sử dụng, các bộ phận cơ khí như mỏ đo, thanh trượt hoặc cơ cấu truyền động có thể bị mài mòn, lệch hoặc lỏng, dẫn đến sai số mà người vận hành khó nhận biết. Ngay cả khi thước cặp vẫn hoạt động “bình thường”, giá trị đo có thể đã không còn phản ánh đúng kích thước thực tế.
Bên cạnh yếu tố cơ khí, điều kiện môi trường như nhiệt độ, độ ẩm và tĩnh điện cũng có ảnh hưởng trực tiếp đến độ chính xác của thước cặp. Hiệu chuẩn giúp xác nhận rằng thiết bị vẫn đo đúng và nằm trong giới hạn dung sai do nhà sản xuất quy định, đồng thời đảm bảo tính ổn định của kết quả đo trong quá trình sử dụng.
2. Bao lâu nên hiệu chuẩn thước cặp?
Tần suất hiệu chuẩn thước cặp phụ thuộc nhiều vào mức độ sử dụng và môi trường làm việc. Với các thước cặp sử dụng thông thường, khuyến nghị chung là hiệu chuẩn ít nhất một lần mỗi năm. Tuy nhiên, trong môi trường sản xuất công nghiệp, nơi thước cặp được sử dụng liên tục để đo các chi tiết quan trọng, tần suất hiệu chuẩn có thể cần tăng lên đáng kể.
Trong một số trường hợp đặc biệt, thước cặp có thể phải được kiểm tra và hiệu chuẩn theo ca, theo tuần hoặc sau mỗi chu kỳ sử dụng nhất định. Việc xác định chu kỳ hiệu chuẩn phù hợp giúp cân bằng giữa độ tin cậy của phép đo và chi phí vận hành hệ thống đo lường.
3. Điều kiện môi trường trong hiệu chuẩn thước cặp:
Môi trường hiệu chuẩn đóng vai trò quyết định đến độ chính xác của kết quả. Tất cả vật liệu đều có hiện tượng giãn nở hoặc co lại khi nhiệt độ thay đổi, và ngay cả sự thay đổi rất nhỏ cũng có thể gây sai số đáng kể khi đo chính xác cao. Vì vậy, môi trường hiệu chuẩn cần được kiểm soát chặt chẽ về nhiệt độ, độ ẩm và độ sạch.
Nhiệt độ tiêu chuẩn thường được duy trì quanh mức 20 °C, với độ ẩm tương đối ổn định. Không gian hiệu chuẩn cần đủ ánh sáng, không rung động, hạn chế luồng gió, từ trường và tĩnh điện. Việc kiểm soát tốt các yếu tố này giúp đảm bảo độ lặp lại và độ tin cậy của phép đo.
4. Thời gian ổn định trước khi hiệu chuẩn:
Khi thước cặp được mang từ môi trường sản xuất vào phòng hiệu chuẩn, cần có thời gian để thiết bị đạt trạng thái cân bằng nhiệt và độ ẩm với môi trường mới. Quá trình này, thường được gọi là thời gian ổn định hoặc “soaking time”, giúp tránh sai số do chênh lệch nhiệt độ giữa thiết bị và môi trường.
Thông thường, thước cặp nên được để ổn định trong phòng hiệu chuẩn từ 30 phút đến 1 giờ trước khi bắt đầu đo, tùy thuộc vào mức độ chênh lệch điều kiện môi trường.
5. Dụng cụ và chuẩn sử dụng trong hiệu chuẩn thước cặp:
Hiệu chuẩn thước cặp đòi hỏi phải có các chuẩn chính xác và truy xuất được nguồn gốc. Các bộ căn mẫu chuẩn, master gage và thiết bị đo tham chiếu đóng vai trò làm chuẩn hiệu chuẩn để so sánh với giá trị đo của thước cặp. Bên cạnh đó, quy trình hiệu chuẩn rõ ràng, phần mềm hỗ trợ và kỹ thuật viên được đào tạo bài bản là những yếu tố không thể thiếu.
Sau khi hoàn tất hiệu chuẩn, thước cặp cần được dán tem hiệu chuẩn và cấp chứng chỉ, trong đó ghi rõ kết quả đo, ngày hiệu chuẩn và thời hạn hiệu chuẩn tiếp theo.
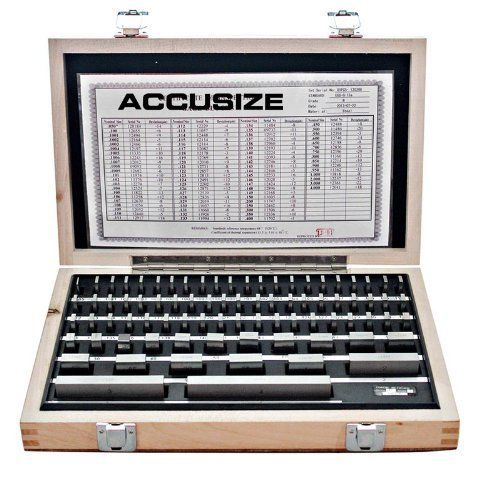 Hình 1: Bộ căn mẫu song phẳng.
Hình 1: Bộ căn mẫu song phẳng.
6. Các bước hiệu chuẩn thước cặp:
Hiệu chuẩn thước cặp là quá trình đánh giá và xác nhận độ chính xác của phương tiện đo thông qua việc so sánh với các chuẩn đo có độ chính xác cao hơn. Quá trình này không chỉ kiểm tra sai số đo lường mà còn đánh giá tình trạng cơ khí, khả năng hiển thị và tính toàn vẹn chức năng của thước cặp trước khi đưa vào sử dụng.
6.1. Kiểm tra bên ngoài:
Trước khi tiến hành các phép đo hiệu chuẩn, thước cặp cần được kiểm tra tổng thể về hình thức và tình trạng vật lý nhằm đảm bảo không có yếu tố bên ngoài nào ảnh hưởng đến kết quả đo.
Trước hết, cần kiểm tra đầy đủ ký hiệu và nhãn mác trên thước cặp. Trên thân thước phải thể hiện rõ ràng các thông tin như: tên hoặc nhãn hiệu nhà sản xuất, số hiệu sản xuất, phạm vi đo, giá trị độ chia của thước chính, cũng như khoảng cách giữa hai mỏ đo trong trường hợp có quy định. Những thông tin này phải rõ ràng, không bị mờ hoặc mất ký tự.
Tiếp theo, cần quan sát bề mặt mỏ đo và thân thước. Các bề mặt tiếp xúc đo phải sạch, nhẵn, không bị rỉ sét, sứt mẻ hay trầy xước nghiêm trọng, vì những khuyết tật này có thể làm sai lệch kết quả đo hoặc gây hư hỏng mẫu đo trong quá trình hiệu chuẩn.
Đối với thước cặp cơ (hiển thị tương tự), các vạch chia trên thước chính và thước du xích phải rõ ràng, sắc nét và có khoảng cách đều nhau. Không được có hiện tượng lệch vạch, mờ vạch hoặc bong tróc lớp khắc.
Với thước cặp điện tử (hiển thị số), màn hình hiển thị phải rõ ràng, không mất nét, không thiếu đoạn hiển thị. Các ký hiệu, chữ số và tên phím chức năng phải dễ nhận biết, không bị mờ hoặc hỏng.
6.2. Kiểm tra kỹ thuật:
Sau khi đạt yêu cầu về hình thức bên ngoài, thước cặp được kiểm tra về các đặc tính kỹ thuật và cơ cấu cơ khí.
Cơ cấu trượt của mỏ động phải chuyển động nhẹ nhàng, liên tục và êm trên toàn bộ phạm vi đo. Không được xuất hiện hiện tượng kẹt, rít hoặc thay đổi lực trượt bất thường ở bất kỳ vị trí nào trên thước chính.
Mỏ động phải được lắp chắc chắn, không có độ rơ hay rung lắc khi thao tác đo. Điều này đặc biệt quan trọng vì độ rơ cơ khí sẽ trực tiếp làm tăng sai số chỉ thị của thước cặp.
Vít hãm phải hoạt động hiệu quả, có khả năng cố định chắc chắn khung trượt trên thước chính tại mọi vị trí đo. Khi vít hãm được siết chặt, mỏ động không được dịch chuyển trong quá trình đọc kết quả.
Đối với thước cặp có hiển thị số, cần kiểm tra hoạt động của các phím chức năng (ON/OFF, ZERO, mm/inch…) và bộ phận hiển thị. Tất cả phải hoạt động bình thường, phản hồi chính xác và ổn định.
Cuối cùng, tiến hành kiểm tra điểm “0”. Khi hai mỏ đo được đưa về trạng thái tiếp xúc hoàn toàn, vạch “0” trên thước du xích phải trùng với vạch “0” trên thước chính (đối với thước cơ), hoặc màn hình hiển thị giá trị “0.00” (đối với thước điện tử).
6.3. Kiểm tra đo lường:
Sau khi hoàn tất các bước kiểm tra ban đầu, thước cặp được đưa vào kiểm tra đo lường theo trình tự, nội dung và phương pháp quy định.
6.3.1. Xác định sai số số chỉ của thước cặp:
a) Mỏ đo ngoài:
Chọn căn mẫu song phẳng có kích thước danh nghĩa tương ứng với các giá trị cần kiểm tra trên thang đo của thước cặp. Dùng thước cặp kẹp căn mẫu tại ba vị trí khác nhau của mỏ đo ngoài (gần đầu mỏ, giữa mỏ và cuối mỏ), đọc và ghi lại giá trị hiển thị.
Chênh lệch giữa giá trị hiển thị của thước và kích thước thực của căn mẫu được xác định là sai số số chỉ của thước cặp tại điểm đo đó. Phép đo được lặp lại với các giá trị khác nhau trên toàn bộ phạm vi đo của thước.
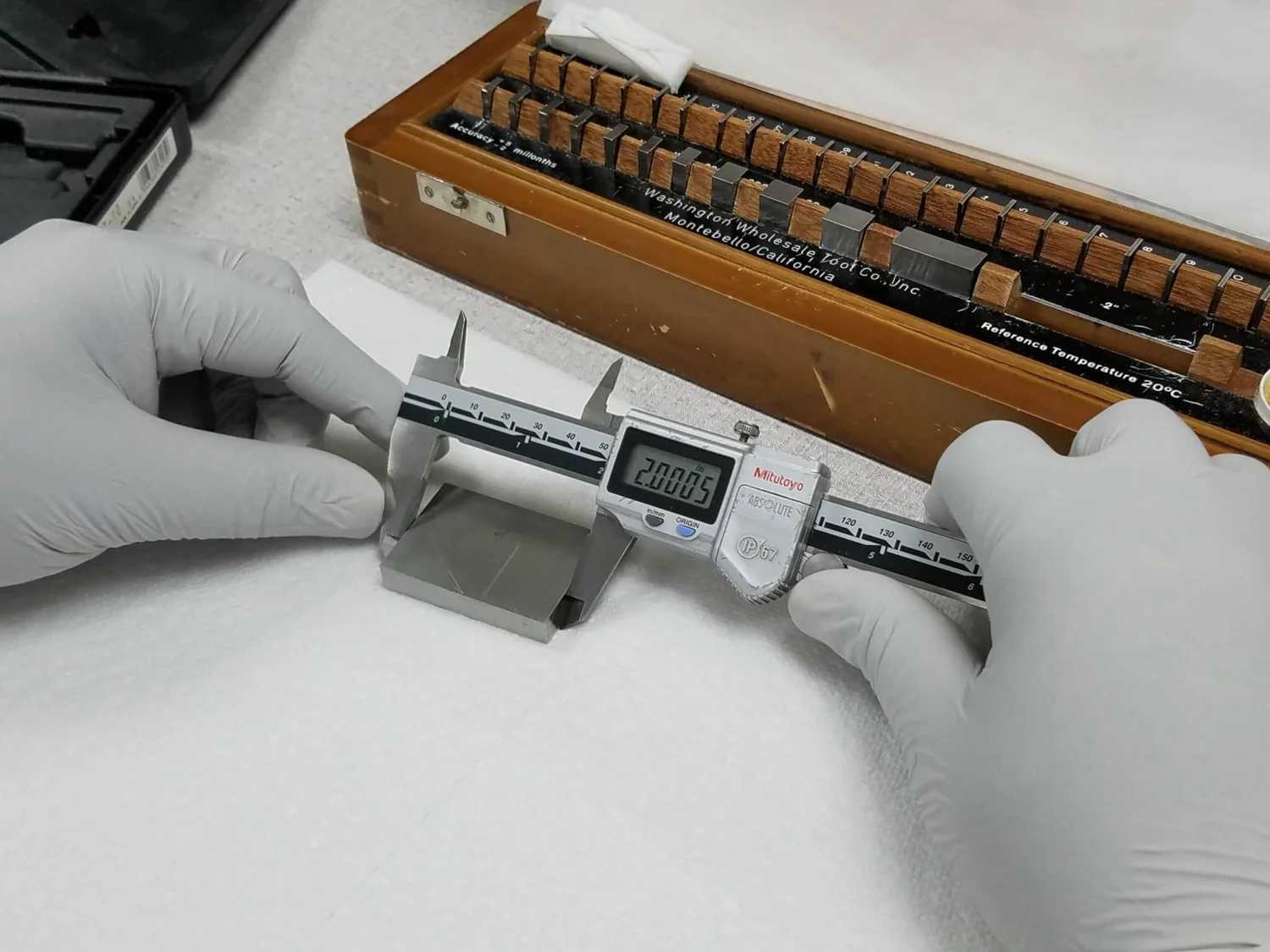
Hình 2: Ảnh minh họa kiểm tra sai số số chỉ mỏ đo ngoài.
b) Mỏ đo trong:
Sử dụng bộ hiệu chuẩn căn mẫu hoặc vòng chuẩn có kích thước phù hợp với các điểm cần kiểm tra trên thang đo mỏ trong. Đưa thước cặp vào đo, đảm bảo tiếp xúc đúng kỹ thuật và đọc giá trị hiển thị.
Chênh lệch giữa giá trị hiển thị và giá trị thực của chuẩn là sai số số chỉ của thước cặp. Các phép đo được thực hiện tại nhiều điểm khác nhau và lặp lại ba lần tại mỗi điểm để đảm bảo độ tin cậy.
c) Thước cặp có hai loại mỏ đo (trong và ngoài):
Tiến hành đo cùng một căn mẫu song phẳng bằng cả mỏ đo trong và mỏ đo ngoài. Chênh lệch giữa hai giá trị hiển thị được xác định là sai số dịch chuyển thang đo, với điều kiện sai số không vượt quá giới hạn sai số cho phép (MPE) theo tiêu chuẩn ISO 14978.
6.3.2. Kiểm tra độ không song song của mỏ đo ngoài:
Dùng thước cặp kẹp chặt một căn mẫu có kích thước 5 mm, sau đó siết chặt vít hãm. Đặt bộ căn 5 mm vào khoảng cách giữa hai mỏ đo tại ba vị trí khác nhau theo chiều dài mỏ đo và đọc giá trị hiển thị.
Chênh lệch giữa các giá trị đo được là độ không song song của mỏ đo ngoài. Giá trị này phải nhỏ hơn hoặc bằng MPE theo ISO 14978 hoặc theo quy định của nhà sản xuất.
6.3.3. Kiểm tra độ không song song của mỏ đo trong:
Đẩy hai mỏ đo trong sát nhau, đồng thời dùng mỏ đo ngoài kẹp chặt một miếng căn mẫu để cố định vị trí. Sau khi siết chặt vít hãm, dùng thước cặp đo khoảng cách giữa hai mỏ đo trong tại hai vị trí khác nhau.
Chênh lệch giữa hai giá trị hiển thị được xác định là độ không song song của mỏ đo trong và phải đáp ứng giới hạn cho phép theo tiêu chuẩn hoặc nhà sản xuất.
6.3.4. Kiểm tra độ không phẳng của mặt đo:
Dùng thước cặp đo một trụ chuẩn có kích thước nhỏ (khoảng 5 mm) tại nhiều vị trí dọc theo chiều dài mỏ đo và ở các hướng khác nhau (đặt vuông góc với chiều dài mỏ đo).
Chênh lệch lớn nhất giữa các giá trị đo được là độ không phẳng của bề mặt đo. Giá trị này phải nhỏ hơn hoặc bằng MPEN theo ISO 14978 hoặc theo quy định của nhà sản xuất.
6.3.5. Kiểm tra sai số đo mỏ đo trong của thước cặp:
Sử dụng thước cặp để đo một vòng chuẩn có kích thước danh nghĩa không lớn hơn 5 mm (hoặc theo quy định của nhà sản xuất). Chênh lệch giữa giá trị chỉ thị của thước và giá trị thực của vòng chuẩn được xác định là sai số. Sai số không được vượt quá MPE cho phép của thước cặp.
7. Kết luận:
Hiệu chuẩn thước cặp không đơn thuần là một công việc mang tính hình thức, mà là một phần cốt lõi của hệ thống đảm bảo chất lượng. Một thước cặp được hiệu chuẩn đúng cách sẽ giúp duy trì độ chính xác của phép đo, giảm rủi ro sai lỗi sản phẩm và đảm bảo tuân thủ các tiêu chuẩn kỹ thuật và quản lý chất lượng.
Dù hiệu chuẩn được thực hiện nội bộ hay thông qua một phòng hiệu chuẩn được công nhận, việc quản lý tốt hồ sơ và lịch hiệu chuẩn sẽ mang lại sự nhất quán và niềm tin cho toàn bộ quy trình sản xuất. Cuối cùng, một thước cặp được hiệu chuẩn tốt không chỉ đảm bảo phép đo chính xác, mà còn bảo vệ uy tín và hiệu quả hoạt động của doanh nghiệp.
(Trung tâm Nghiên cứu Kiểm định Hiệu chuẩn Đo lường)